
Hot melt adhesives have been used in many applications in various industries and a variety of ways, from the furnace to the glue bath to the hot melt gun. These use methods bring out the unique and highly adaptable characteristics of hot melt adhesives and make them better spread.
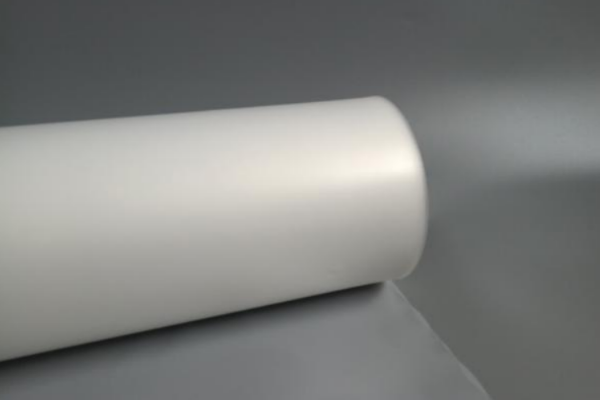
Hot melt adhesive film is one of the application forms of hot melt adhesive, which is made into a film-like product and is sandwiched in the middle of the bonded object when bonding or composite materials are needed. The bond is formed by heating and melting, cooling and hardening, reversing the process. Due to its high efficiency and environmental cleanliness, hot melt adhesive film has helped many industries achieve large-scale production, which improves the production efficiency of enterprises and saves their costs. It has also enabled clean production, improved the workshop environment, and improved the health and well-being of workers.
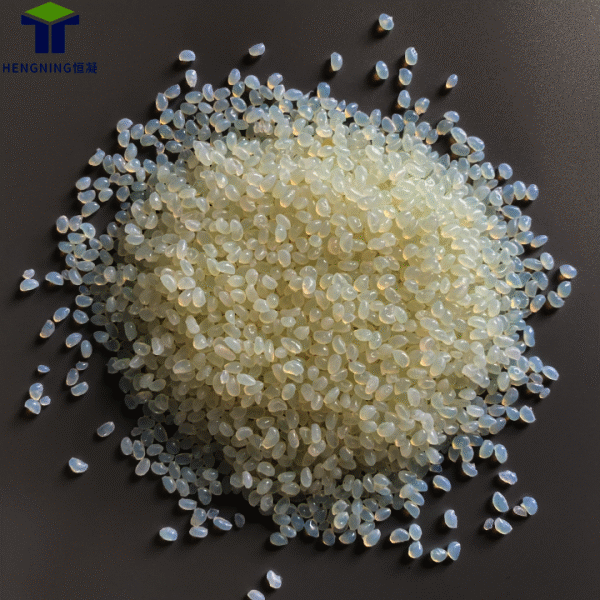
Hot melt adhesives can be made into films by various methods: coating, calendering, blow molding, and calendering. The production of hot melt films requires consideration of the rheological and film-forming properties of the raw material particles and the selection of a reasonable method for production. The following is an introduction to each of these methods.
We often see a lot of hot melt adhesive films with paper attached to the backside, and this paper is the release paper. The coating method is commonly used to produce this hot melt film with a release paper. Of course, the base material is not necessarily paper, but PE film is also commonly used.
The coating method is achieved through the coating machine, and different coating methods are often used according to the differences in adhesive properties. The common coating methods are light roll coating, anilox coating, squeegee coating, spray coating, and curtain coating. The coating method usually only produces hot melt adhesive films with substrates. Of course, hot melt adhesive films without substrates can be obtained by peeling the paper, but this will cause unnecessary cost loss. The coating method requires attention to uniformity of thickness, flatness, and cleanliness of the adhesive surface.
The casting method was created to reduce the cost of hot melt film products by eliminating the cost of substrates for hot melt films, which led to the creation of substrate-free hot melt films.
The casting method is achieved through a casting machine, which melts the adhesive pellets and extrudes them through the extruder and out of the slit-type die opening of the die head. The final winding of the film is guided by cooling rollers. The film is then slit on a wide width according to the product requirements. The calendering method can also produce hot melt films with a substrate, as long as the outflow is reattached to the substrate and passed through the cooling rollers. Compared to the coating method, the calendering method has great advantages in high productivity and consistent product quality. It is not only more efficient but also more stable in product quality. It is also easy to recycle the trimmings and scrap during the production process, reducing the waste of raw materials. Only the investment in machinery and equipment is a little larger.
The blow molding method often produces common plastic films, such as LDPE films. The blow molding method is often used to produce hot melt film without base material. The film is extruded by melting the rubber pellets, led vertically upward from the ring head, blown and swollen by the herringbone plate into the traction rollers, and guided by the rollers and winding device to obtain the finished product.
There is a major drawback in producing adhesive films by the blowing method. The blowing process results in a thermoshrinkable product and a molecular structure that is not equally stretched in the longitudinal and transverse directions, which causes the blown film to shrink extremely easily during the heating process of hot melt bonding, resulting in poor bonding. In addition, the flatness and uniformity of blown film are not as good as cast film. The molecules of cast film are arranged in an orderly manner, and the product cools quickly, which is conducive to improving the product's transparency, gloss, and thickness uniformity. And the film texture is softer and tougher; impact resistance, heat resistance, and low-temperature adaptability are better than blown film.

When people need to use hot melt adhesive film with a thickness of 1-2mm, such hot melt adhesive film is often produced by the calendering method. In the calendering process, the film is melted and extruded from the slit die opening at the head of the machine, calendered and cooled by a three-roller calendar, and then cooled by a conveyor roller and winding device obtain the finished product.
The thickness uniformity and heat shrinkage of hot melt adhesive film produced by the calendering method are better than blown film. However, the main advantage of calendering is the thickness range of the product and the adaptability of the raw material. However, the investment cost of the calendering process is much larger, more than ten times higher than that of the blow molding process. Compared with the calendering method, the calendering method can produce products with a thickness of 1.5mm or more, which cannot be accomplished by the calendering method. However, for the same size production line, the calendering process is much simpler to operate.
The above methods of producing hot melt adhesive film the most commonly used methods are coating and calendering, which can be adapted to the production needs of most enterprises and can achieve better product quality.

 Telephone :+86 13122233268
Telephone :+86 13122233268 WhatsApp :+86 13122233268
WhatsApp :+86 13122233268 Email :
Email :






 +86 13122233268
+86 13122233268 +86 13122233268
+86 13122233268